




Don’t you just love it when your business is booming? Orders are pouring in, papers are piling up, and the factory is buzzing around the clock to keep up with all the demand.
However, it’s important to be extra conscious during this period, as it can quickly become overwhelming if not managed properly. You might start to face challenges in handling your supply chain and other operations efficiently.
Your teams could find themselves stuck with mundane tasks. And there’s always a risk of missing out on promising opportunities.
But guess what? There’s a solution: a manufacturing ERP. It’s like a super-oiled machine for manufacturing businesses, here to help you say goodbye to chaos.
In this article, we will answer all your questions about ERPs. By the time you’re done reading, you’ll know everything you need to make your business even better.
Let’s start with understanding what an ERP is.
What Is a Manufacturing ERP?
A manufacturing ERP (Enterprise Resource Planning), is used to streamline manufacturing business operations. It is either an ERP system or ERP software. Now, when we say business operations it includes:
- Raw material/inventory management
- Equipment usage and quality management
- Order and supply management
And what will happen when we implement a manufacturing ERP in these processes? Let us have a look:
- Having digital records and reminders to update your inventory will prevent any delays in production
- ERP software provides regular reminders for equipment calibrations and product quality checks, ensuring you maintain the standards.
- ERP software helps in streamlining the order punching and delivery by digitizing the process.
These are just a few examples, there is a lot more that a manufacturing ERP can do. Let’s discuss the features and benefits of a manufacturing ERP in detail.
Features and Benefits of a Manufacturing ERP
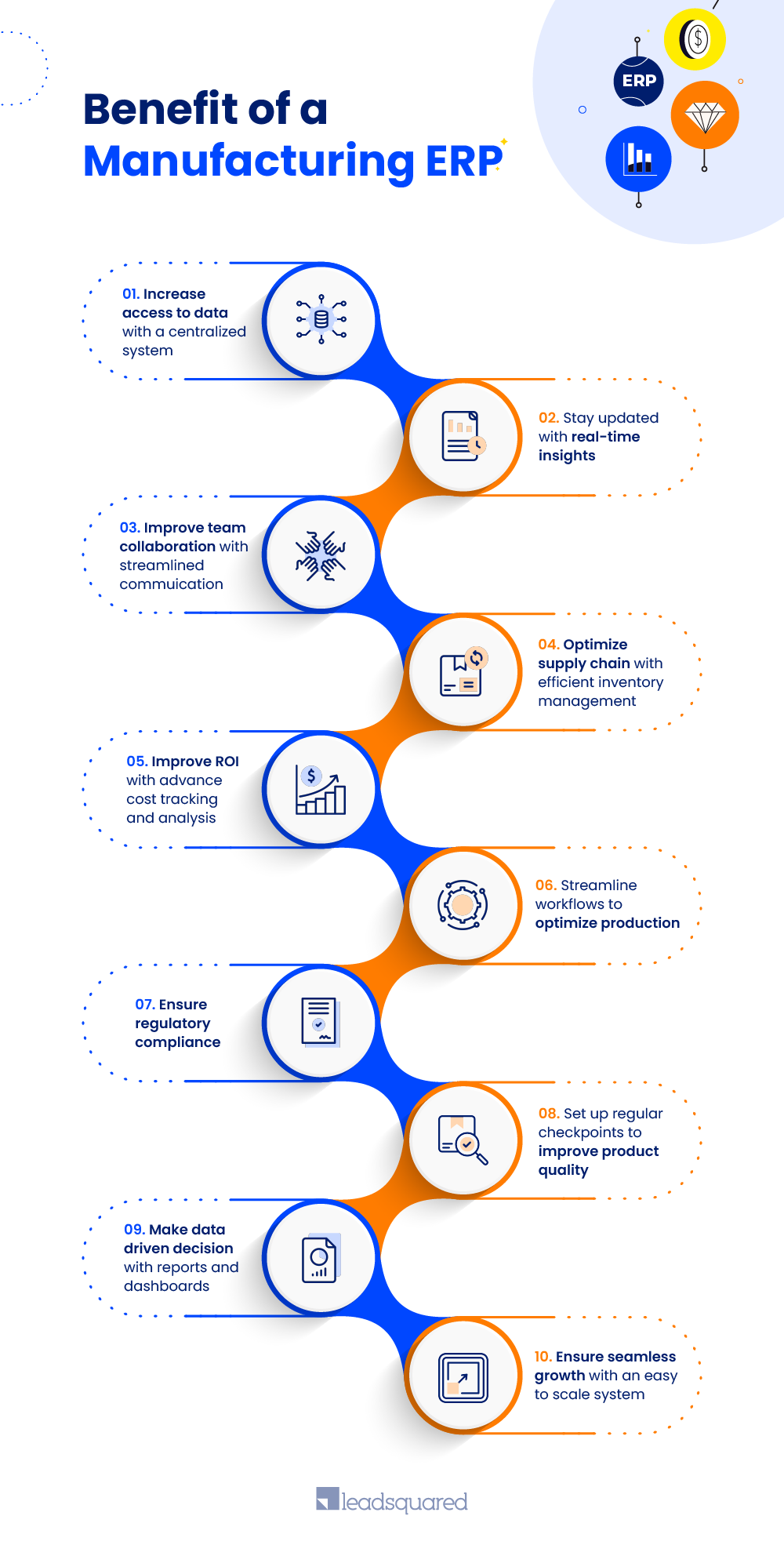
Let’s dive into the nitty-gritty of what makes a manufacturing ERP shine. These features and their respective benefits, are what turns it from just a piece of software into your business’s best friend:
Centralized Data Hub:
A manufacturing ERP gathers all your crucial information – from inventory levels to production schedules – and stores it in one easily accessible place.
How does it help?
- It saves time and helps make informed decisions with data at your fingertips.
- By eliminating the need to work on Google or Excel sheets, ERP software reduces the risk of human errors and presents data in an easy-to-read format.
Real-time Insights:
Manufacturing ERP software shows you exactly what’s happening on the factory floor at any given moment. You can check the batch details or quality anytime during production. It provides real-time updates on inventory, delivery and more.
How does it help?
- In case of a quality breach you can take quick decisions and prevent further loss.
- You can also keep a close eye on downtime, setup time and any other production losses to optimize production and increase output.
Streamlined Communication:
ERP software acts as a digital megaphone, broadcasting information across departments so everyone is on the same page.
How does it help?
- Improves team collaboration to ensure everyone is working towards the same goal: increasing manufacturing sales.
- Seamless flow of insights from marketing to sales and vice versa, helps in building stronger strategies.
Efficient Inventory Management:
With a manufacturing ERP system, you can track inventory levels accurately and set reorder points.
How does it help?
- It helps you optimize your supply chain to keep things humming without any hiccups.
- Automated reminders ensure your inventory is always stocked to prevent any delay in production
Optimized Production Planning:
ERP systems help streamline workflows. It offers tools to plan, manage, and optimize production workflows.
How does it help?
- Ensures fewer delays and more satisfied customers.
- Increases process efficiency
Quality Control:
You can set up quality checkpoints using a manufacturing ERP system. For example, you can set up daily inspections to test the quality of wood or raw materials in a plywood factory.
How does it help?
- This ensures only quality raw materials are sent forward to avoid future losses.
- Also, keeps a check on the quality of the final product, to maintain quality standards.
Cost Tracking and Analysis:
An ERP system helps you track all expenses from raw materials to production and till delivery. It provides insights into resource usage.
How does it help?
- Make data driven decisions on where to cut down resources to increase efficiency.
- Identify the major expenses to optimize them and increase ROI.
Regulatory Compliance:
A manufacturing ERP system assists in ensuring that your factory follows the required compliance. It can be done in multiple ways. For example, in food manufacturing, it adds hourly tasks to update the quality of each batch being produced. This helps in ensuing FSSAI compliances.
How does it help?
- Saves you from any violations or penalties by ensuring you follow all the regulatory compliances.
- Being compliant with all the regulations helps in producing high quality products.
Reporting and Analytics:
An ERP generates detailed reports on various aspects of your operations, spends, resource usage, etc.
How it helps?
- Making informed decisions becomes a breeze when you have access to insightful reports and analytics.
- It helps you fine-tune your strategies.
Scalability:
As your business grows, your ERP should grow with you. Whether you’re adding new products, expanding to new markets, or ramping up production, a good ERP adapts to your changing needs.
How it helps?
- You will not have to update your system or implement new systems regularly. This saves time and money.
- Provides you with a system that actually supports your company growth instead of acting as a blocker.
So, there you have all the benefits you can achieve by implementing manufacturing ERP software.
But when is a company ready for an ERP? Because a group of 50 people may not require it, and when you have crossed the mark of 1000, it may already be too late!
Let’s discuss this…
When Are You Ready for a Manufacturing ERP?
It’s like recognizing the right moment to upgrade your trusty old machine – you listen for the sounds of struggle and keep an eye out for signs of inefficiency. Here are the signs that your factory is ready to embrace a manufacturing ERP system:
When existing business systems and processes become a blocker for growth:
The best example of this is using the same Excel sheet to track 10,000 orders that you used for 500 orders earlier. This Excel sheet will now increase the chances of errors in production or billing leading to an inefficient process.
Whereas a manufacturing ERP provides end-to-end order management. It ensures that the process efficiency should only improve to support and boost your growth. It can also help in reducing the complexity of managing larger teams or increasing supply and demand.
When it takes you hours or days to find data or create reports:
Data is important in any industry and manufacturing is no exception. Your intellectual property, customer information, and proprietary processes need to be kept secure.
If your current systems have loopholes, it’s time to consider an ERP that comes with robust security features. Protecting your data isn’t just about safeguarding your business; it’s about preserving your legacy.
But just like there’s no one-size-fits-all approach to manufacturing t-shirts, the same goes for ERPs. Let’s discuss how to pick your perfect fit.
How to Pick the Right Manufacturing ERP for Your Company
The perfect ERP for you will depend on various factors unique to your business. The following points will help you select the right ERP for your business:
- Understand your needs first:
Before you start browsing for ERP, take a step back and analyze what your factory truly needs. Identify bottlenecks, and areas that need improvement.
Is it inventory management, production scheduling, or maybe quality control that you are struggling with or trying to improve? Knowing your challenges will guide you towards an ERP that’s tailored to tackle them head-on. - Think long-term:
Your business is on a growth trajectory, and your ERP should be able to keep up. Look for a system that can accommodate increased production and efficiency in the long run. - User-Friendly Interface:
Remember, your team will be interacting with this software on a daily basis. A user-friendly interface can ensure quick and easy adaptability. Test-drive the ERP’s interface or request a demo, early on, to ensure it aligns with your team’s tech-savviness. - Integration Abilities:
The last thing you want is an ERP that operates in isolation. Ideally, your chosen ERP should play well with other software systems your factory uses, like CRM or accounting software. A seamless flow of information between systems ensures efficiency and reduces the chances of data duplication. - Customization Options:
While there are many great ERPs available in the market, sometimes you need a bit of tailoring. Opt for an ERP that can be customized to meet your factory’s specific needs. This might involve adjusting workflows or creating unique reports. - Budget Considerations:
Let’s face it – cost matters. While ERPs are an investment, they come in various price ranges. Evaluate not only the upfront costs but also ongoing maintenance and potential training expenses. Remember, the right ERP should provide enough value to outweigh its costs. - Vendor Reputation:
Just like you’d check product reviews before making an online purchase, delve into the world of ERP vendors.
– Are they known for good customer service?
– Do they have a track record of successful implementations?
A reputable vendor is your partner on this journey, so choose wisely. - Support and Training:
Transitioning to a new ERP can be daunting, but a vendor that offers comprehensive training and reliable support can make the process smoother. From implementation assistance to troubleshooting, having a safety net can save you from unnecessary stress.
By considering these factors, you’re not just selecting software – you’re setting the foundation for an efficient, thriving factory. So, as you embark on this ERP expedition, keep your factory’s unique needs in mind.
To save some of your time, we have picked the top 5 manufacturing ERP software in the industry.
Top 5 Manufacturing ERP Software:
Here is the list of the most popular ERP software in the manufacturing industry.
- SAP
SAP is one of the most popular ERP systems used by large enterprise companies. It helps in streamlining complex manufacturing processes to improve productivity. SAP S/4HANA Cloud is a ready-to-run cloud ERP for manufacturers.
Rating: 4.5 (G2) - Acumatica
Acumatica is a cloud-based ERP software popular among small and mid-sized companies. It helps streamline manufacturing workflows throughout the process. Its open API makes integration with other software seamless.
Rating: 4.4 (G2) - NetSuite
NetSuite ERP system is used by mid-sized and enterprise companies. It provides an integrated system that includes solutions for inventory management, omnichannel commerce, HR, and more.
Rating: 4.0 (G2) - Microsoft Dynamics 365 ERP
Microsoft Dynamics 365 is a comprehensive business management solution that helps you increase productivity and profitability. You can integrate your finance, sales, service, and operations teams using a single, user-friendly application.
Rating: 4.0 (G2) - Workday ERP
Workday is a cloud-based enterprise resource planning solution that offers a unified platform for HR, finance, and planning teams. It’s known for its user-friendly interface, real-time analytics, and flexibility.
Rating: 4.0 (G2)
While all these ERPs will help you streamline day-to-day operations to enhance efficiency and create the best product, it does not guarantee success. To be successful in the industry it is equally important to understand your customers and their reactions.
And to record every customer interaction you need a CRM.
Integrate with manufacturing CRM to improve customer experience
A manufacturing CRM helps you track every customer interaction from the moment they visit your website or any digital store. Moreover, it helps you to:
- Automate communication with the users to build relationship and increase brand recall
- Share updates about upcoming offers or discounts
- Collect regular feedback and reviews
- Share data and insights on engagement, feedback or any other interactions
- Manage your dealer and distributor network
- Make data driven decisions
- Improve productivity of on-field team

To know more about a manufacturing CRM and how you can integrate it with your ERP, book a personalized demo today.
Wrapping up…
As promised, we’ve covered everything – from the features of manufacturing ERPs to recognizing the signs that you’re ready for this transformative leap. Now, armed with insights, you are ready to shape a future of efficiency and growth.
FAQs
Some examples of manufacturing ERPs are: SAP, Acumatica, Infor CloudSuite and Microsoft Dynamics 365 Finance & Operations.
The 6 different phases of ERP implementation process are: Discovery and Planning, Design, Development and customization, Testing, Deployment, and team training.
The different types of manufacturing software are: ERP (enterprise resource planning), SCM (supply chain management), CRM (customer relationship management), DMS (Dealership management system), IMS (Inventory management system), QMS (Quality Management Systems), MRP (Material Requirements Planning).












